はんだ付け不良
ぬれ不良、ブリッジ、つの (やに入りはんだ)
ぬれ不良、ブリッジ、つの
ぬれ不良、ブリッジ、つのは、いずれもフラックスの活性に起因する問題です。はんだ付け時の熱により、フラックスは時間とともに活性を失います。作業手順やフラックスの選定を見直すことで、これらの問題を低減することが可能です。

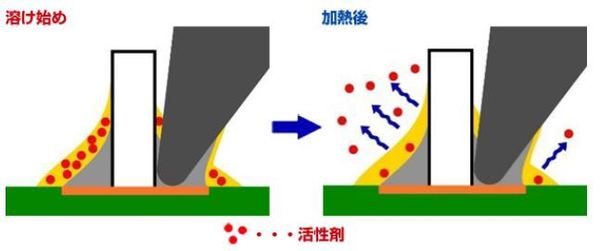
はんだ付け時にフラックス中で起こる変化
はんだのぬれ性、活性に直接影響するのがフラックス中の活性剤です。活性剤ははんだ付けの際、熱によって分解・揮発し、消耗します。 活性剤の揮発を抑制し、また、常に新鮮な活性剤をはんだ付け部に供給することがぬれ不良等を防止する上で重要です。
はんだ付け時の作業の見直し
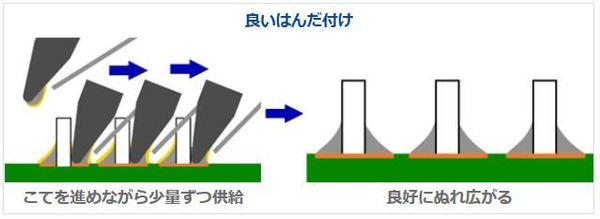
手はんだ付け、ロボットはんだ付けを問わず、はんだの供給タイミングは非常に重要です。はんだ付け部へ一度に大量のはんだを供給するのではなく、少量ずつ供給することで、新鮮な活性剤が常にはんだ付け部に存在し、良好なぬれを実現します。特に、ロボットはんだ付けの場合、仕上がりが大きく変化します。
また、はんだこての温度が高すぎる、ヒーター容量が小さい、部品とこて先の寸法が合っていない等の問題を見直すことも有効です。
はんだ材料の選定
フラックス中の活性剤は製品ごとの用途に合わせ、最適な温度で反応するものが選定されています。
メーカーと相談し、実装品、工法に適応したはんだを使用することが重要です。
弊社では、幅広い温度域、実装品で優れたぬれ性を示すやに入りはんだをご用意しております。通常の部品はもとより、スルーホール基板、トランス、大型コネクタなど、高難易度の実装品にも対応可能です。